

鉄、アルミ、SUS(ステンレス)に穴を開ける方法を解説。
木材を主に扱うDIYerも金属加工を必要とすることがある。
木材と金属では加工方法が違うので、知識として知っておいて損はないと思う。
また、ガラスや陶器、セラミックの穴あけ方法についても解説しているので興味があれば最後まで読んでほしい。
外国ビールのボトルをDIYに取り入れてビンテージ風デザインにできたりする。
目次
保護メガネを使おう
まずは保護メガネ。安物でもいい。あることが大事。

ちなみに回転する工具を使うときは軍手は厳禁。繊維状の手袋は回転体に巻き込まれやすく、大事故につながる。
手袋を使うならピッタリしたニトリル手袋がいい。
木材とは違う 金属の穴あけ加工

木材は「木の繊維を断ち切る」加工になる。
対して金属は【削り取る】加工となる。切削加工だ。
そのため、木材と金属ではドリルビットの形状、熱の発生具合に違いがあり、それに伴い加工方法も大きく違う。
まずはその違いから説明しようと思う。
違い1:金属加工用のドリルビットを使う
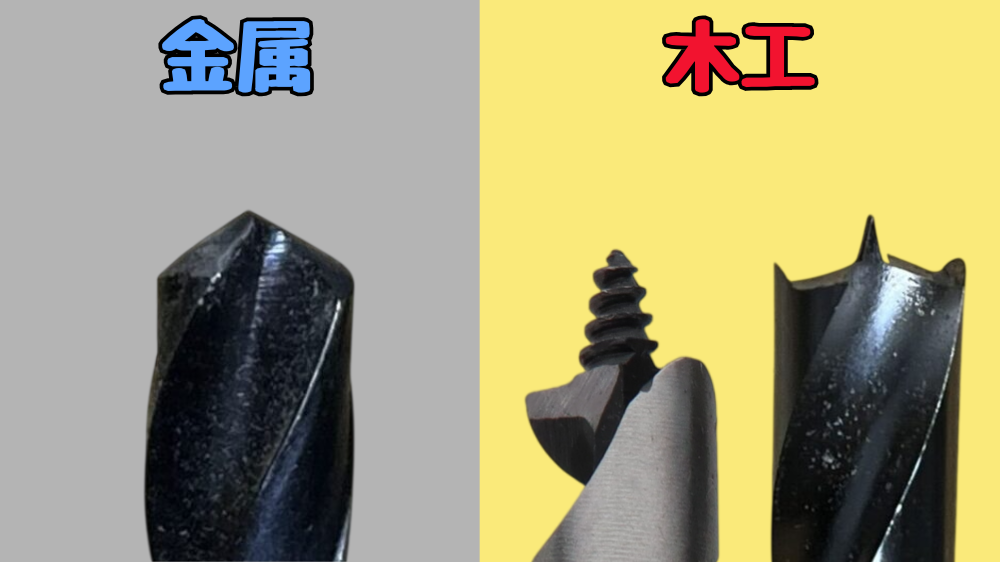
金属用と木工用ではドリルビットの形状が異なる。
金属用ドリルビットは先端が三角錐になっており、素材を削り取るように進む。他にも種類はあるけど、DIYで使う金属用ドリルビットは基本的に三角錐だと思っても間違いはない。
対して木工用はビットの外周に繊維を断ち切るような刃が備わっている。また形状は違えど、ビット中心が鋭利にとがっており、木材に食い込みやすくなっている。
違い2:ドリル材質が重要 【超硬】がおすすめ
金属用ドリルビットはその材質で切れ味と耐久性が大きく異なる。
以下に材質の種類を説明するけど、切れ味と耐久性は以下の通りだ。
ハイス < コバルト < 超硬
ハイス(ハイスピード鋼 HSS)
ハイスピードスティール(HSS)を材質としたドリルだ。汎用ドリル、ハイスドリルと呼ばれる。
汎用性が高く、安価なのでコストパフォーマンスに優れる。
鉄鋼、ステンレス、アルミなど一般的な金属材料の穴あけに対応できる。
しかし、切れ味がコバルトや超硬に比べて少し劣る。
切れ味が劣るので、熱も発生しやすく、焼き付きを起こしやすい。また耐久性も低め。
100均で売っているドリルビットはハイスだ。チタンコーティングされているけど、切れ味はそんなに。
100均でも1,000円くらいするので、ホームセンターとほとんど変わらない。
コバルト(ハイスと超硬の中間)
ハイスと超硬の中間性能のようなドリル。ハイスの一種でコバルト成分が多いドリル。
ハイスより切れ味がいいけど、超硬ほどではない。
ハイスより耐久性が高いけど、超硬ほどではない。
ステンレス加工にはハイスよりコバルトのほうが適している。
まあ、DIYであえて選ぶことは少ないと思うけどね。僕も持っていない。
超硬
書いて時のごとし。超硬い。タングステンを混ぜ込んだ超硬合金。そう、超合金。もうガンダム。

ハイス、コバルトよりも圧倒的に硬く、切れ味もよく長寿命。
ちょっと値段が高めだけど、最終的なコスパは超硬のほうが良いと思う。
ガラスやコンクリート、レンガの穴あけにも超硬ビットが使われる。
木工DIYでも人気。
僕はボアビット、トリマービットは超硬を使っている。特にトリマーのストレートビットは金属用エンドミルを使っている。
ハイスとは切れ味が段違い。びっくりするほどよく切れる。しかも安い。
記事にしているので興味があれば読んでほしい。


違い3:切削油を使う
金属加工は切削油を指しながら作業する。
加工時に熱が発生しやすく、ビットが高温になりすぎるとすぐにダメになるからだ。
専用の切削油が一番いいけど、DIYレベルであればサラダ油、クレ556でも代用できる。
ステンレスをゴリゴリ連続で長時間加工するような場合は切削油を買おう。マジですぐにダメになる。
スプレーと液体タイプがある。僕個人としては液体タイプが使いやすいかな。

違い4:ドリルドライバが使いやすい
金属加工には低速に調整しやすいドリルドライバがおすすめ。軸ズレしにくいのもいいところだ。
インパクトドライバでも金属に穴あけできる?
木工DIYで人気のインパクトドライバでも金属加工はできる。
アルミ板、真鍮(快削黄銅)なら全然問題にはならない。
だけど、やはりインパクト(衝撃)を加える構造上ズレやすく、速度調整が難しい。軸ズレしやすい。
最近のインパクトは性能がいいので、低速回転できる製品なら問題ないと思うけどね。
ただ、ビットの形状には注意してほしい。
ドリルビットの形状に気を付けよう

金属用のドリルビットのシャンク(軸)は丸棒タイプが多い。
丸棒シャンクはインパクトドライバで使えないので、インパクトドライバを使う人は六角軸を選ぼう。
まあインパクトでもアタッチメントがあれば丸棒も使える。安いので一つ持っててもいいと思う。

素材別 加工難易度

参考として見てほしい
アルミ(A1050、A1100) 難易度★
1円玉の素材。軽く、加工しやすい。切削性が良く、きれいに仕上がる。
真鍮、快削黄銅(C2801、C3604) 難易度★★
5円玉の素材。比較的、加工しやすい。加工性がいいので、金属小物によく使われる。
鉄(SS400) 難易度★★★
鉄の代表選手SS400。
切削油は必要。ハイスもそろそろキツく感じる。
炭素鋼(SC45C、S50C) 難易度★★★★
機械部品に使われる炭素鋼。ボルトやナットの材質。単管パイプなどが近い素材になる。
硬いのでコバルトドリル以上を使おう。
ステンレス(SUS304) 難易度★★★★★
オーステナイト系。超硬ドリルを使おう。
板材ならまだいける。数cmの厚みになるとやりたくない。
SUS303ならまだまし。いや一緒か。
ステンレス(SUS420) 難易度★★★★★~
マルテンサイト系。SUS304よりさらに硬い。
加工したくない。板材ならいけるか?
チタン むり
むり
個人的偏見による金属の加工難易度Tier表。
プロの加工屋さんだと順位は全然違うと思う。また、金属は材質が多すぎて同系統でも特性が全然違うので参考程度に見てほしい。
DIYでの限界レベルはSUS304の薄い板材だと思う。超硬ドリルと切削油は必須でも結構しんどい。
できるならボール盤の低速回転でゆっくりゆっくり加工したい。
チタン?やれるもんならやってみろレベル。プロの加工屋さんも嫌がる素材だ。
話はちょっとズレるけど、業者さんによってはSUS304の加工の時にSUS316Lへの変更の打診があったりする。
SUS304のほうが加工性はいいとされている。あれはどういう理由があるんだろうか?
たまたま、316Lが余っていたのかな?そんなことないか。高いもんな。
識者がこの記事を見ていたら、ぜひコメントしてほしい。
金属の穴あけ手順
今回はアルミA5052 2mm厚に穴あけしていく。アルミの中では中強度で一般的な材料なので参考になると思う。
この2mm厚のアルミ程度なら、簡単に短時間で穴あけできる。
手順1:ポンチでケガく
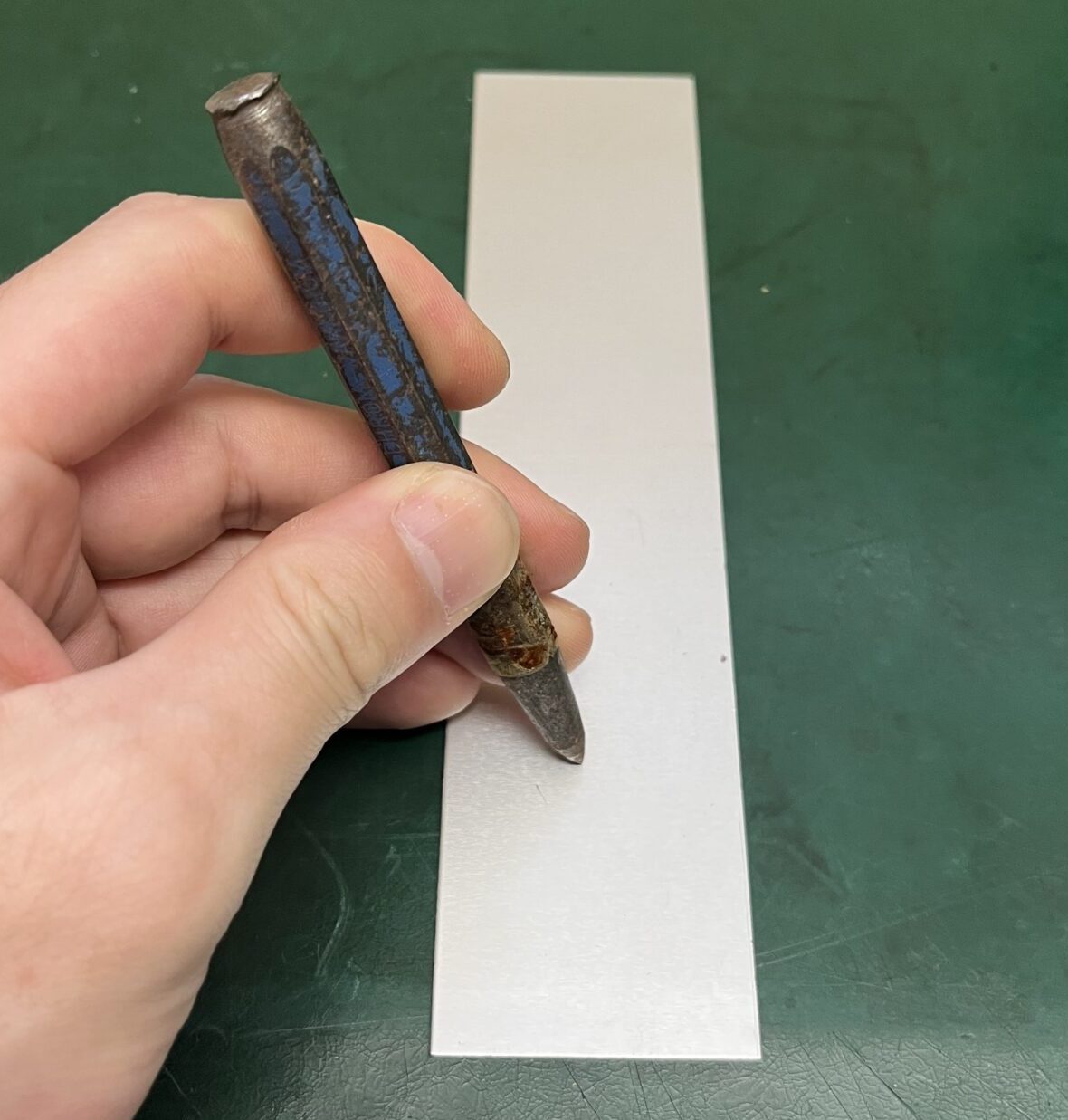

ポンチ、金槌で加工位置にズレ防止のためにケガキを付けよう。ケガいておかないとドリルが滑って位置がズレてしまう。
手順2:材料を固定する

材料が動かないようにクランプでしっかり固定する。金属材料は供回りするとすごく危ないので、しっかり固定しよう。
作業台に穴が開かないように捨て板の上にクランプする。
手順3:切削油をさす
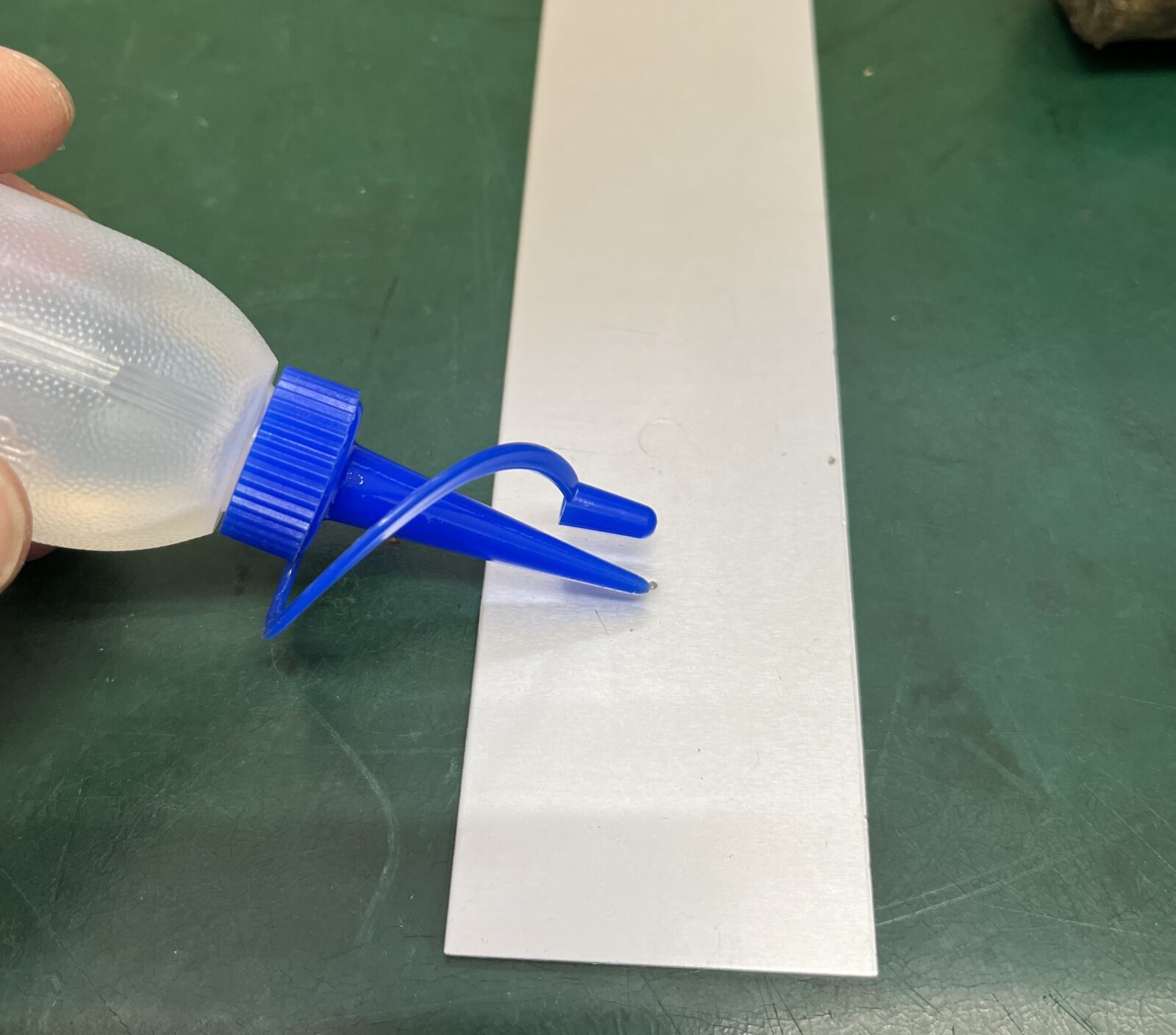

加工部を冷やすために切削油をさしておく。気持ち多めでも大丈夫。煙が出るようなら、加工中にも様子を見て継ぎ足そう。
アルミの薄い板なら切削油無しでもいいと思う。
手順4:ドリルは低速回転
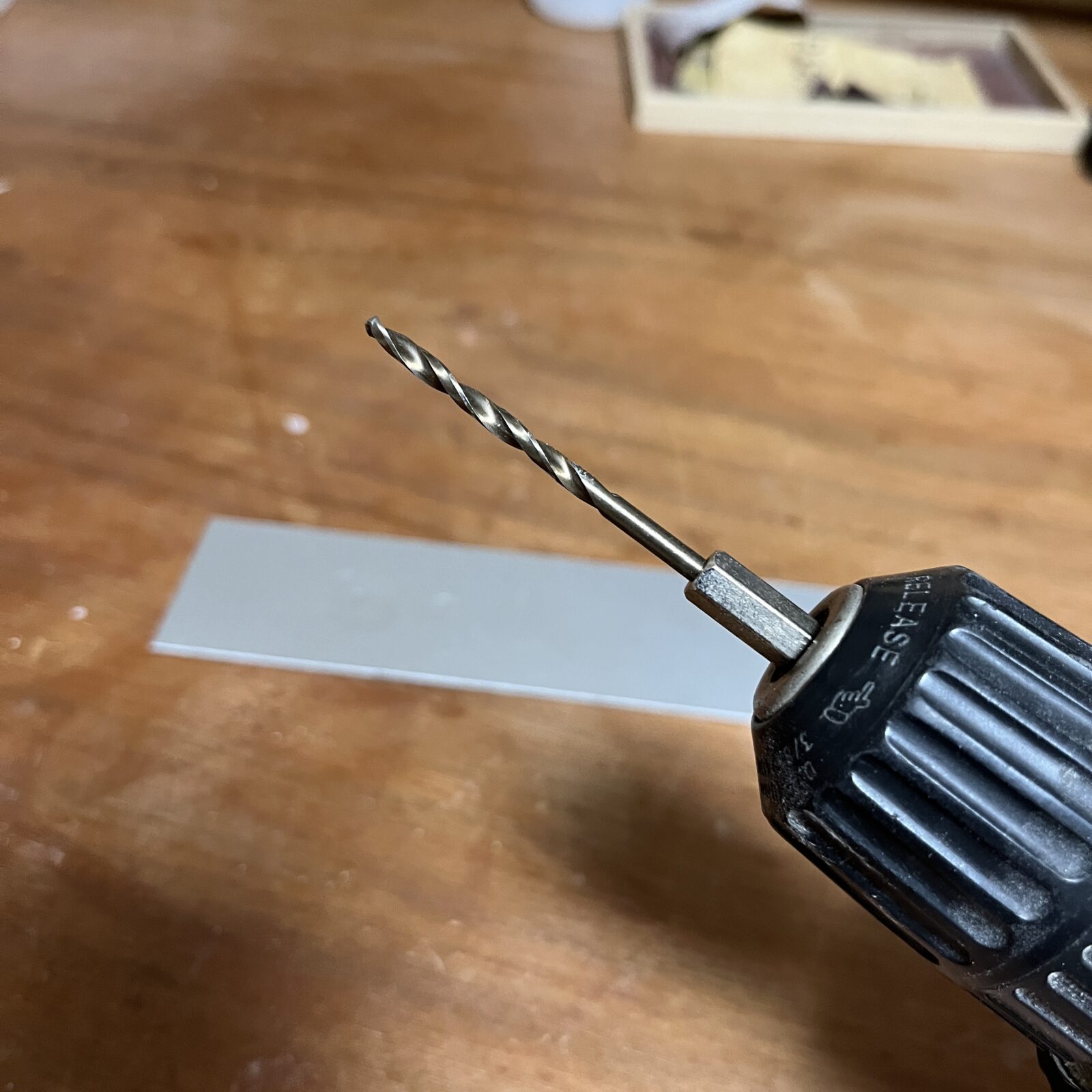
ドリルビットはハイスの金属用4mm。

温度を上げないためと、焼き付き防止のためにドリルの回転は低速にする。特に最初はすべりやすいので注意が必要だ。
アルミであれば軽い力でサクサク加工できる。
見てよ、10年前のコーナンオリジナルのドリルドライバ。非力なドリルでも十分だ。
今も現役の僕の相棒だ。出番はめっきり減っちゃったけど。


手順5:加工後はバリの処理

穴あけ後はバリが出るので処理しよう。バリ取りビットがあればいいけど、径の太いビットでも代用できる。
金属やすりで削り取るのもあり。
僕は太いビットで代用することが多い。皿ビス用のザグリも太いビットで可能だ。
穴あけ加工後のバリ

穴あけ加工後のバリを処理

このまま皿ネジが入る。
穴あけの失敗例と対策
位置ずれ
金属加工はドリルビットがすごくズレやすい。なので、加工前にポンチや金槌の先端でケガいておこう。
下穴代わりのガイドになってくれる
焼き付き
ビットが抜けなくなる
切削油無しだと焼き付きを起こすことがある。切削油を使っても無理をしたら焼付く。
ドリルビットが穴から抜けなくなる。ビットがダメになるだけならまだいい。
どうなるかと言うと、素材が回り始める。めちゃくちゃ危ない。
ケガをする前に、切削油を多めに使って、低速で加工しよう。
ビット折れ
細いビットは消耗品。頻繁に折れる。特にハンドツールだとすぐに折れる。インパクトなんてもってのほか。
ボール盤でゆっくりゆっくり加工するのが吉。それでも折れるときは折れる。

バリ、キリコで手を切る
木材と違って金属の加工くずはとても鋭利。しかも長いひも状になる。
掃除のときは注意しよう。安易に手で払うとスパっと切れる。
掃除の時だけは出袋を使うか、刷毛で払おう。
サビ
アルミやステンレスはあまり気にしなくていいけど、鉄と炭素鋼の場合は加工部分がむき出しになりサビやすくなる。
錆止めスプレーや塗装しておこう。

ホームセンターで穴あけしてもらう
島忠ホームズさん!
【島忠ホームズ】さんは金属パイプ、単管パイプ、アルミLアングルの穴あけ、切断加工してくれる。
当日購入した材料限定だけど、とてもありがたいサービスだ。
島忠ホームズさんのカットサービスについてまとめているので参考となれば幸いだ。
ガラス、タイルに穴を開ける方法

ガラスやタイルのように硬度の高い材料に穴を開けるときは超硬ビットかダイヤモンドドリルを使おう。
僕が使っているのは、拷問器具のような先端の超硬ビットだ。
ガラスの穴あけは金属とちょっと違って、【水で冷やしながら】加工する。
金属加工の切削油の代わりに、水でびしゃびしゃにして温度を下げる。
そうしないと、ビットがダメになる前に、熱膨張でガラスが割れてしまうからだ。加工手順としては以下のような感じ。
手順1:すごい低速でガラスをけがき、下穴代わりにする
手順2:水をかける(結構びしゃびしゃ)
手順3:最初は低速で押し付けない
手順4:そこそこ穴が開いたら回転速度を上げる
ガラスは金属より脆く、割れやすいのであまり無茶せずに時間を掛けて加工するようにしている。
僕はお酒の瓶を加工することがあり、その時はゴム板と端材で瓶をしっかり固定している。

まとめ 金属穴あけでDIYの幅が広がる
アルミや真鍮、鉄ならDIYでも十分加工できる。SUSでも薄ければ何とか。
金属に穴あけできればDIYの幅は一気に広がる。
「硬いから」と敬遠せず、まずは適切なビット選びと低速回転から始めてみよう。治具作りや家具の見えない部分の補強などに役立つはずだ。木材よりも強度と耐久性が圧倒的な金属があなたを助けてくれる。
に穴を開ける方法を解説。 木材を主に扱うDIYerも金属加工を必要とすることがある。木材と金属では加工方法が違うので、知識として知っておいて損はないと思う。 また、ガラ){kind=link}